
NC工作機械の主軸は仕事に合わせ15番25番30番40番で使い分けしています
金型設計製作は(有)アクト様 協力して製作。

文字の大きさ1.5mm、立壁のため文字は大きいが刃物径は0.9mm 深さ0.1mmになっています。
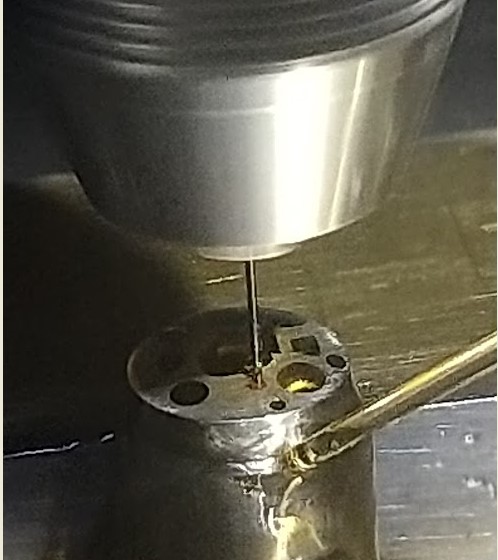
この日は2社様から 0.5φの穴あけが14穴深さ約10mm問題なく終了
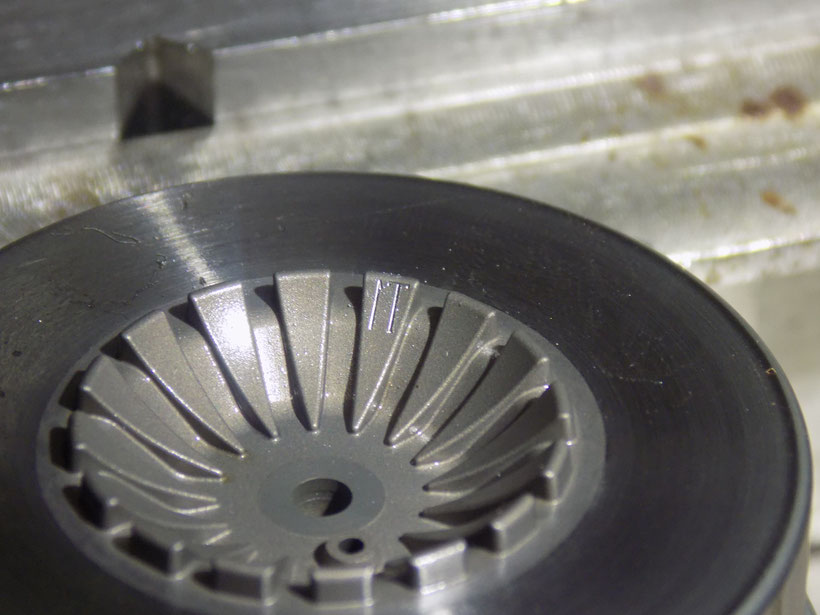
3D データーでの平面加工高さ2.0mm深さ0.3mm 凸文字の加工です。

傾斜面(40度)深さ0.2mm 刃物0.06φ通常の約10倍の加工時間

傾斜面に指定文字の彫刻 深さ0.07mm 刃物0.2幅 角0.05R
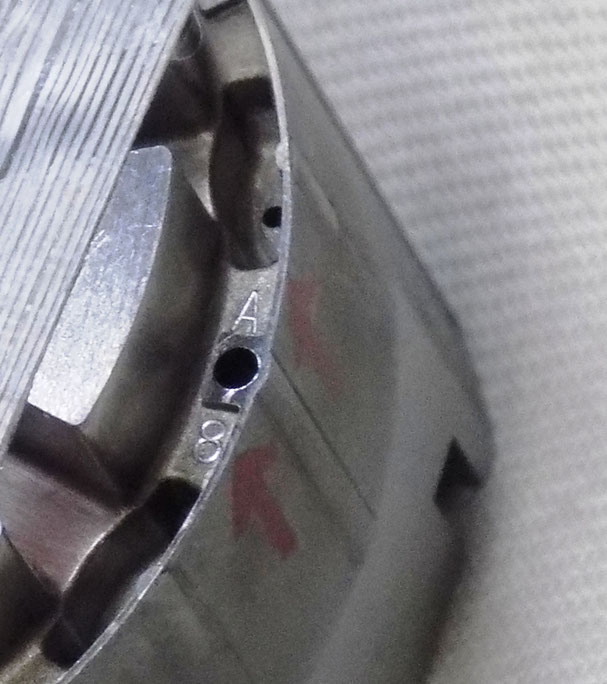
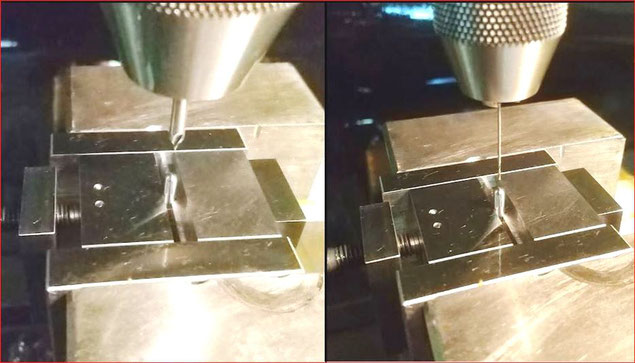
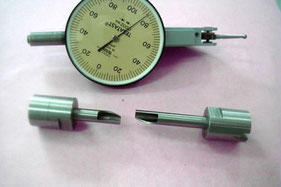
エジェクターピンの穴あけ 球面上に0.6∮(下穴0.58∮) 深さ10.8mm
3D面 大きさ2.0 深さ0.15 刃物 0.2BL ENDMILLでの加工 面沿い加工のため 治具を製作一文字ずつの彫刻になりました。
3D面 大きさ0.8 深さ0.13 文字幅最小0.07 刃物0.05MMでの加工
両壁1.8mm幅 底面深さ3.0mm 文字高さ1.0mm深さ0.07mmの彫刻
3Dプログラムと電極の製作担当放電加工と磨きは親会社様でしています。

0.1Rボールエンドミル 3D加工

コンマ代のダイヤカット加工


プレス用 刻印

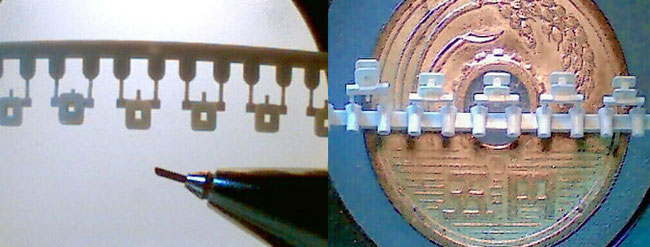
細孔加工
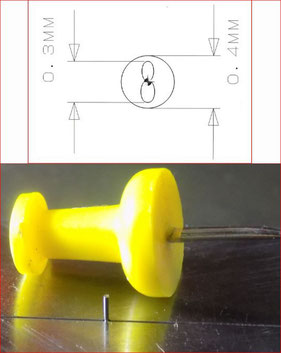
この画像の左側0.5mmのシャーペンの芯 右側の2つの穴径は0.1∮のドリルで深さ0.5mmで加工されています。
特殊ネジの入子 直彫り

文字彫刻

PDF データ からCAD データーに変換後
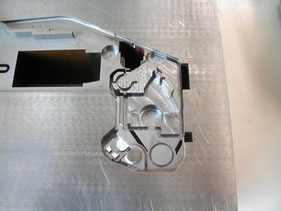
NC加工した金型用入れ子です。

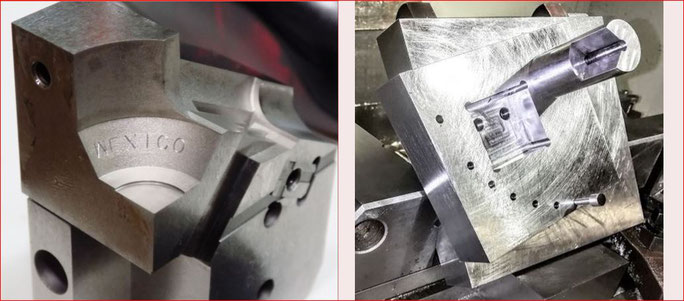
形状の90パーセントがNC彫刻加工になります。 コアー側

パイプ部分は放電加工 他は3D彫刻加工外形は20φぐらいです。 キャビ側
3Dデーターと 彫刻後の画像

文字の大きさ 6MM深さ0.3mmで加工磨き前の画像です
キートップ電極

金型加工屋さんが本体を加工
当社の加工は文字部のみでした。

20φ ローレット加工

硬度62度 刻印彫刻
螺旋のカム形状
アナロク機械で加工
金型製品部をワイヤーカット 放電加工 彫刻との加工で出来ています。
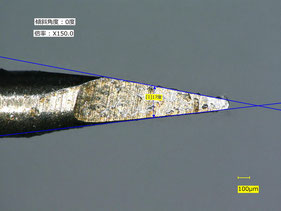
切削後の刃物です、先端0.02Rですが摩耗のため少し形状が崩れています。
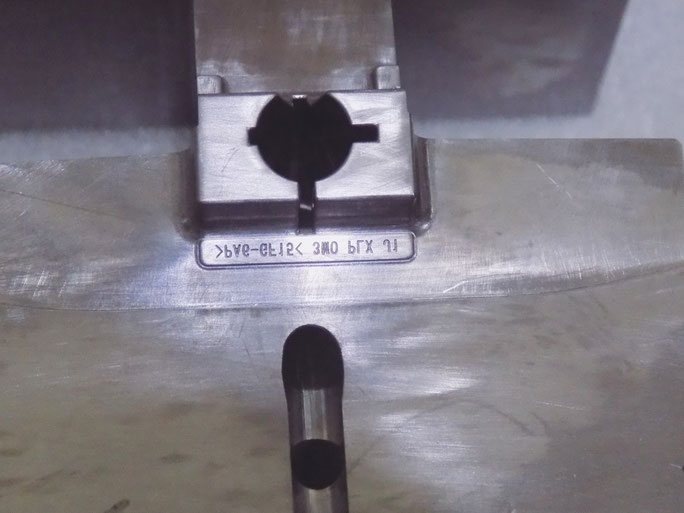
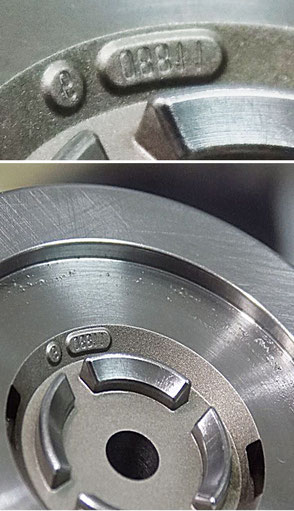
60∮天面に直彫り

角部の最終刃物 0.3∮のボールエンドミル
0.4EP 0.3mm文字彫刻
80% NC 加工

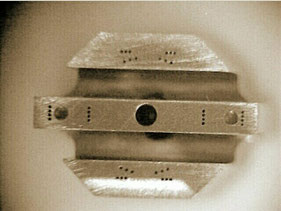
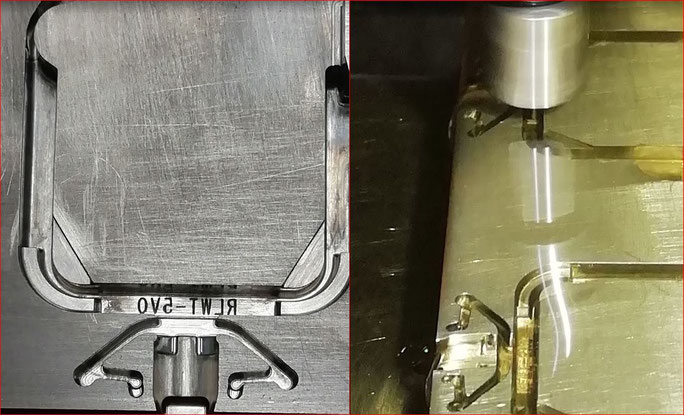
ロボット用と思われるバキュームあな
加工 0.15φの穴あけがしてありす。

スライド駒に文字彫刻 3D面に加工をしてあります。磨きまえの状態です。
45度傾斜面に 文字高さ0.5mm
深さ0.07mm の文字の3d彫刻をしました。